正航仪器介绍食品工业用板式换热器
1 主题内容与适用范围
本标准规定了食品工业用板式换热器的产品分类、技术要求、试验方棒、检验规则和标
志、包装、运输、贮存。
本标准适用于啤酒、饮斜、乳品、果it、酱油等各种被体的杀菌、冷却及换热用自告设
计压力不大于1.2MPa ,设计温度不大于473 K (200 "C)的食品工业用板式换热器。
2 引用标准
GB 191 包装储运回示标志
GB 708 轧串IJ薄钢板品种
GB 3280 不锈钢冷轧钢板
GB 4807 食品用橡胶垫片〈圃〉卫生标准
GB 2100 不锈耐酸钢铸件技术条件
JB 2759 机电产品包装通用技术条件
JB 8 产品标牌
3 产品分类
3.1 结构型式
a.夹板式
b. 单顶杆式
C. 双顶杆式
4 技术要求
4.1 基本要求
4.1.1 产品应符合本标准的要求,并按照经规定程序批准的图样Jk.技术文件制造。
4.1.2 产品制造采用的材料,必须具有质量合格证明书,否则应对材料进行检验,合格后方
能使用。
4.1.3 外构件、外协件均应有合格证明书,方可进行装自己。
4.2 工作条件
加热或冷却的液体介质应对不锈钢无腐蚀性,液体介质的流量、温度及其他条件应符合
院ìt参数的规定。
4.3 使用性能
4.3.1 产品在正常工作时,应密封良好,不得有精漏现象。产品的换热性能应达到设计要求。
4.3.2 当温度小子333 K (60'C) 、流通为0.5皿Is、换热两侧为水→水逆流运行时,产品的
传热系数不低于2326W1m' • K (2000kca11 (皿, • h • 'C) )。
4.3.3 产品在正常条件使用下,整机使用寿命不少于5 年。
4.4 表面质最
4.4.1 板片表面不允许有超过板材厚度公差的四坑、XiJ伤、压痕等缺陷,所有冲切毛刺必
须清除干净。
4.4.2 经电解抛光后的扳片,应美观、光沽。
4.4.3 橡胶垫表面应光滑,不允许有气也、山抗&.其他影响密封饨能的缺陷。
4.4.4 产品的碳素钢零部件外露表面必须采取防腐措施。
4.5 材料要求
4.5.1 所有零件材料必须按照图样规定。板片、橡胶垫、夹紧螺杆、顶紧螺抨及顶抨式结
构中的上轴、下轴、螺母,必须有材料质量保证书。
4.5.2 板片材料应符合食品卫生要求,并应符合GB 3280的规定。
4.5.3 板片选用的钢板厚度偏差按GB 708 中B 级的规定。
4.5.4 橡胶垫材料要求
a 应采用食品用橡胶,其卫生指标应符合GB 4807的规定。
b. 邵氏硬度为70-80 。
4.5.5 与液体食品接触的零件,材料,应采用不锈钢制造。
4.6 加工要求
4.6.1 板片不得有裂纹、穿孔及其他影响密封性能的缺陷。
4.6.2 橡股垫厚度偏差为飞.Smmð
4.6.3 中间片框架不得有裂纹及其他影响支撑强度的缺陷。
4.6.4 中间片角孔接头的加工要求按GB 2100的规定。
4.7 装配要求
4.7.1 装配前所有零件表面应除去毛刺。铁屑、油污等脏物应清除干净。
4.7.2 板片在装配前应根据就严程图打上顺序号及其他规定标记,必须准确无误。
4.7.3 橡胶垫与板片应粘结牢固,不得脱落。
4.7.4 各种流体迸出口接头的装配,应严格遵照流程图及总装要求边行,并在规定的位置
固定标牌。
4.7.5 产品应按流程图进行组装,压紧尺寸按下式进行计算:
组装时压紧尺寸的偏差不大于土。.2N mm,出厂时应注意压紧尺寸不小于1. 05 L ,使用
5 试验方法
5.1 密封性试验
QB 1009-90
5.1.1 以水为介质进行液压试验,试验压力为1. 25倍设计压力。
5.1.2 试压前,检查产品的管路、板片不得有铁屑、脏物,应做好消拮王作。
5.1.3 产品组装、压紧板片后,通人温度为358 K (85 "C)左右的水循环约30min后,进行
单侧压力试验,加压至规定的试验压力,持压20min ,不得掺漏,
5.1.4 试验完毕后,应松开压紧装置,排净梳道内积水,组装时按4.7.5条的规定。
5.2 板片加工质量用放大镜及灯光检查,必要时采用探伤方法检验,应符合4.6.1 条的规定。
5.3 闵→牌号、同→配方的橡胶垫卫生指标,每年需验证→次,应符合GB 4801 的规定,验
证资料应归档保存。
5.4 橡胶垫硬度Jtl邵氏硬度计视l 窟。
5.5 换热性能测试
产品换热性能的测试可在用户厂进行测定。
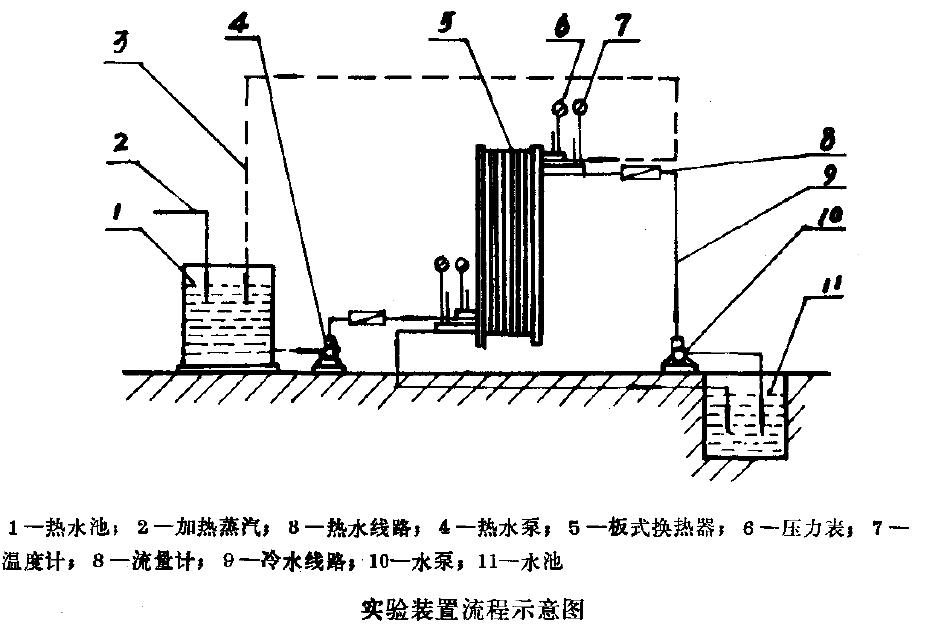
5.6 传热系数测试
产品传热系数的测试楼以下实验装置ìAf.程示意图进行;

 微信扫一扫
微信扫一扫